精密仪器装配工艺流程(装配工艺过程步骤)

精密仪器装配工艺流程
工艺程序图是一种利用图表研究产品生产过程中各个可以分开的工序、工步的组合和安排步骤的图示方法。用它对工艺流程进行检查和提出改进的建议,以期获得一个较优的产品生产程序。所以采用这种方法最好在一项产品投入生产之前,就设计出最好的工艺程序和车间(现场)布置,达到最少的装卸、最少的运输、最少的操作次数和费用、最少的废料、最好的控制、最少的库存等,避免投入生产后再作变动所能引起的问题。
工艺程序图,是工艺程序分析的主要分析工具,它是记录产品从原材料投入开始,经过各道工序加工为成品的生产过程图。它是按照工艺加工或装配的先后顺序从右向左依次画出,同时注明了各项材料和零件的进入点、规格、型号、加工时间和要求等。
进行工艺程序分析时采用工艺程序图。工艺程序图仅做出程序中的“操作”,以及保证操作效果的“检验”两种主要动作,避免了图形的冗长和复杂,可以很方便地研究整个程序的先后次序。
在建筑机电设备安装施工过程中,由于各种机电设备的结构不同,因此它们在安装工艺、安装方法、安装要求及安装程序等方面都不尽相同,即使是同厂家制造的同一品种的机电设备,也会因安装人员的技术水平和方法等存在差异而不同。但是,在任何情况下,各种机电设备安装的共性施工程序是相同的。
精度检测与调整,该程官包括只寸能质里、误差分析、精密观量技术在内的所有位置精度项目和部分形状精度项目,是机电设备安装工程中最为关键的环节,其检查结果将直接对工程质量产生影响。
装配工艺过程步骤
装配尺寸链:指把影响某一装配精度的有关尺寸彼此按顺序地连接起来形成一个封闭图形,这些相互关联的封闭尺寸图形,称为装配尺寸链。全部组成尺寸为不同零件设计尺寸。
II)装配工作:装配工作包括部件装配和总装配。把零件和部件结合成一*整产品的过程称为总装配。产品在进入总装以前的装配工作称为部件装配。部件装配是从蕨零件开始的,装配蕨件可以是一个精简也可以是低一级的装配单位
按照一定的技术要求,将若干个零件装成一个组件或部件,或将若干个零件,部件装成一个机器的工艺过程,称为装配
III)调整,精度检查和试车:调整是指调节零件或机构的相对位置;装配精度检验包括工作精度检验和几何精度检验;试车是机器装配后,按设计要求进行运转实验;喷漆,涂油和装箱
调整装配法:装配时,根据装配实际的需要,改变产品中可调整的零件的相对位置或选用合适的调整件以达到装配精度的方法。
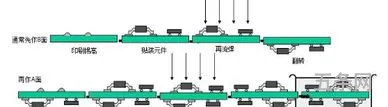
电子装配工艺
选择装配法:将组成环的公差放大到经济加工精度,通过选择合适的零件进行装配,以保证达到规定的安装精度。
解体式安装。是指对某些大型设备,由于运输条件的限制,无法将其整体运输到安装现场,出厂时只能将其分解成部件进行运输,在安装现场重新按设计、制造要求进行装配和安装。解体安装不仅要保证设备的*位置精度和个设备间相互位置精度,还必须再现制造、装配的精度,达到制造厂的标准,保证其安装精度要求。
整体式安装。是指对于体积和重量不大的设备,现有的运输条件可以将其整体运输到安装现场,直接将其安装到设计指定的位置。整体安装的关键在于设备的*位置精度和各设备间相互位置精度的保证。
模块化安装。是指对某些大型、复杂的设备,重新按设备的设计、制造要求,设计成模块,除保证组装精度外,还要保证其安装精度要求,同时达到制造厂的标准。
相关文章





最新文章
-

环保棕垫和椰棕床垫哪个好(环保椰棕床垫和普通椰棕的分别)
2024-05-30 -
多年父子成兄弟的话题是什么(亲兄弟之间的感情)
2024-05-30 -
符文密码下册(符文密码小说免费)
2024-05-30 -

怎么在word方框里打钩子(word文档√怎么打)
2024-05-30 -
关于感恩父母的作文400字左右(感恩成长路上有良师相伴)
2024-05-30 -

张慧君简历(张慧君的个人资料)
2024-05-30 -

陈冲现在的情况(57岁陈冲一家近照)
2024-05-30 -
关于感恩母亲的作文题目(感恩妈妈的题目建议用什么)
2024-05-30
热门文章
-

芽菜种植方法和技术设备(100平方芽苗菜利润)
2024-05-23 -

慈善祝词(给做公益慈善的祝福)
2024-05-23 -

电脑指法打字教学(键盘打字指法视频教程)
2024-05-25 -

刘梓晨是谁呀(你知道刘梓晨吗)
2024-05-26 -

"四级满分多少,及格多少(四级英语满分和及格分)
2024-05-23 -

肖申克救赎的名言名句(肖申克最经典十句话)
2024-05-23 -

百度文库如何查看财富值(百度文库收益)
2024-05-24 -
社区活动有哪些项目(社区公益服务项目)
2024-05-24
有话要说...